Software systems and computational methods
Reference:
Avtushenko A.A., Ripetskii A.V.
Development of methodological foundations for computer-aided design and technological preparation of heat-exchange devices of electronic equipment for production by the additive technology method
// Software systems and computational methods.
2019. ą 3.
P. 1-11.
DOI: 10.7256/2454-0714.2019.3.30341 URL: https://en.nbpublish.com/library_read_article.php?id=30341
Development of methodological foundations for computer-aided design and technological preparation of heat-exchange devices of electronic equipment for production by the additive technology method
Avtushenko Aleksandr Aleksandrovich
Applicant, Department 904, Moscow Aviation Institute
125480, Russia, Moskovskaya oblast', g. Moscow, ul. Geroev Panfilovtsev, 10, str. 10

|
a.avtushenko@bk.ru
|
|
 |
Other publications by this author
|
|
|
Ripetskii Andrei Vladimirovich
PhD in Technical Science
Associate Professor, Department 904, Moscow Aviation University
125993, Russia, Moskovskaya oblast', g. Moscow, ul. Volokolamskaya, 4
|
|
a.ripetskiy@mail.ru
|
|
|
Other publications by this author
|
|
|
DOI: 10.7256/2454-0714.2019.3.30341
Received:
21-07-2019
Published:
14-08-2019
Abstract:
The subject of the study is the heat exchange devices using the additive technology method. For the introduction of additive technologies in the production of heat exchange devices of electronic equipment, the main stages of printing metal products on a 3D printer were determined. Due to the lack of general theoretical ideas about the orientation of the synthesized product in the camera of a 3D printer, twelve classes of overhanging surfaces are identified. In order to simplify the calculation of the volume of supports for overhanging surfaces, it is proposed to use the projection of the part at six basic positions. In general, the process of selecting the best option for basing a part based on the minimum amount of supports is presented from the following steps: selecting six basic positions; calculation of the area and height of overhanging surfaces for each base; calculation of the volume of supports for each base; comparison of the received data. As a result of the research, a general scheme was developed for the production of heat exchangers using additive technologies. When solving a scientific problem, theoretical research methods were used, based on: decomposition of problems, system analysis, methods of analytical geometry. The main conclusions of the study are the development of a methodological apparatus for automating the design of the geometric shape of heat exchangers using additive technology, based on the classification of overhanging surfaces according to geometric signs and the method of basing the product, aimed at minimizing the volume of supports. This allowed us to create algorithms that, in turn, can be grouped and translated into technological regulations for specialists in preparation for the production of complex products, both in pilot and mass production.
Keywords:
radioelectronic equipment, heat exchanger, additive manufacturing, 3D printer, CAD system, supports, the overhanging surface, type of heat exchanger, six point rule, optimal orientation
Äë˙ âíĺäđĺíč˙ ŕääčňčâíűő ňĺőíîëîăčé â ďđîöĺńń ďđîĺęňčđîâŕíčč č ďđîčçâîäńňâŕ ňĺďëîîáěĺííűő óńňđîéńňâ đŕäčîýëĺęňđîííîé ŕďďŕđŕňóđű áűëč îďđĺäĺëĺíű îńíîâíűĺ ýňŕďű ďĺ÷ŕňč čçäĺëčé čç ěĺňŕëëŕ íŕ 3D-ďđčíňĺđĺ.  ńâ˙çč îňńóňńňâč˙ îáůčő ňĺîđĺňč÷ĺńęčő ďđĺäńňŕâëĺíčé îá îđčĺíňŕöčč ńčíňĺçčđóĺěîăî čçäĺëč˙ â ęŕěĺđĺ 3D-ďđčíňĺđŕ, âűäĺëĺíű äâĺíŕäöŕňü ęëŕńńîâ íŕâčńŕţůčő ďîâĺđőíîńňĺé. Ń öĺëüţ óďđîůĺíč˙ đŕń÷ĺňŕ îáú¸ěŕ ďîääĺđćĺę äë˙ íŕâčńŕţůčő ďîâĺđőíîńňĺé ďđĺäëîćĺíî čńďîëüçîâŕňü ďđîĺęöčč äĺňŕëč ďđč řĺńňč áŕçîâűő ďîëîćĺíč˙ő.  îáůĺě ńëó÷ŕĺ ďđîöĺńń âűáîđŕ îďňčěŕëüíîăî âŕđčŕíňŕ áŕçčđîâŕíč˙ äĺňŕëč íŕ îńíîâŕíčč ěčíčěŕëüíîăî îáúĺěŕ ďîääĺđćĺę ďđĺäńňŕâëĺí čç ńëĺäóţůčő ýňŕďîâ: âűáîđŕ řĺńňč áŕçîâűő ďîëîćĺíčé; đŕń÷ĺň ďëîůŕäč č âűńîňű íŕâčńŕţůčő ďîâĺđőíîńňĺé äë˙ ęŕćäîé áŕçű; đŕń÷ĺň îáú¸ěŕ ďîääĺđćĺę äë˙ ęŕćäîé áŕçű; ńđŕâíĺíčĺ ďîëó÷ĺííűő äŕííűő.  đĺçóëüňŕňĺ čńńëĺäîâŕíčé đŕçđŕáîňŕíŕ îáůŕ˙ ńőĺěŕ ďđîĺęňčđîâŕíč˙ č ďđîčçâîäńňâŕ ňĺďëîîáěĺííűő óńňđîéńňâ ěĺňîäŕěč ŕääčňčâíűő ňĺőíîëîăčé.
Ââĺäĺíčĺ
Ďđŕęňčęŕ ďîęŕçűâŕĺň, ÷ňî ăëŕâíűěč ňđĺáîâŕíč˙ěč, ęîňîđîĺ ďđĺäú˙âë˙ţňń˙ ę ňĺďëîîáěĺííűě óńňđîéńňâŕě (ŇÓ) đŕäčîýëĺęňđîííîé ŕďďŕđŕňóđű (ĐÝŔ), ˙âë˙ţňń˙ [4, ń.9-13; 5, ń.4-12; 6, ń.53-54; 7, ń.1-2]:
- ýôôĺęňčâíŕ˙ ăĺîěĺňđč˙ âîçäóříűő ęŕíŕëîâ, ďđč ěčíčěŕëüíűő ěŕńńîăŕáŕđčňíűő őŕđŕęňĺđčńňčęŕő;
- ňĺőíîëîăč÷ĺńęŕ˙ ďđîńňîňŕ ďđîčçâîäńňâŕ;
- âîçěîćíîńňü áűńňđîé ŕäŕďňŕöčč ďîä ęîíęđĺňíűĺ çŕäŕ÷č.
Ďîâűńčňü číňĺíńčôčęŕöčč đŕáîň íŕ ýňŕďĺ ďđîĺęňčđîâŕíč˙ ŇÓ ěîćíî çŕ ń÷¸ň âíĺäđĺíč˙ íîâűő ňĺőíîëîăčé. Âŕćíűě ôŕęňîđîě ďđč ďđîĺęňčđîâŕíčč ýôôĺęňčâíűő ŇÓ ˙âë˙ĺňń˙ ďîâűřĺíčĺ ęŕ÷ĺńňâŕ č ńîęđŕůĺíčĺ ńđîęîâ âűďîëí˙ĺěűő đŕáîň, ÷ňî äîńňčăŕĺňń˙ ďóňĺě ŕâňîěŕňčçŕöčč, íŕ îńíîâĺ ďđčěĺíĺíč˙ ńčńňĺě ŕâňîěŕňčçčđîâŕííîăî ďđîĺęňčđîâŕíč˙ ňčďŕ CAD/CAM.
Ńĺăîäí˙ áóđíî đŕçâčâŕĺňń˙ ńôĺđŕ ŕääčňčâíűő ňĺőíîëîăčé (ŔŇ), ńěűńë ęîňîđűő çŕęëţ÷ŕĺňń˙ â ďîńëîéíîě ńčíňĺçĺ çŕăîňîâîę ďđč ďîěîůč ëŕçĺđíîăî ńďĺęŕíč˙ ěŕňĺđčŕëŕ. Čńďîëüçîâŕíčĺ ŔŇ ďîçâîë˙ĺň ńîęđŕňčňü çŕňđŕňű íŕ ďđîĺęňčđîâŕíčĺ čçäĺëčé ďđčáîđîńňđîĺíč˙, čçăîňîâëĺíčĺ îńíŕńňęč č ěŕëűő ďŕđňčé äĺňŕëĺé [1, ń.6-18; 3, ń.3-15] (ňŕáë. 1).
Ňŕáëčöŕ 1
Çŕňđŕňű âđĺěĺíč (äíč) [3]
|
Ňĺőíîëîăč˙
|
Ěĺäčöčíŕ
|
Ýëĺęňđîíčęŕ
|
Ŕâňîěîáčëĺńňđîĺíčĺ
|
Ŕâčŕöčîííŕ˙
ďđîěűřëĺííîńňü
|
|
Ńîâđĺěĺííűĺ ňĺőíîëîăčč ôîđěîîáđŕçîâŕíč˙ č îáđŕáîňęč ěĺňŕëëŕ(çŕ čńęëţ÷ĺíčĺě ŕääčňčâíűő ňĺőíîëîăčé)
|
13
|
30
|
60
|
120
|
|
Ŕääčňčâíűĺ ňĺőíîëîăčč
|
3
|
3
|
5
|
7
|
Đĺřčňü ďĺđĺ÷čńëĺííűĺ ďđîáëĺěű ěîćíî ďóň¸ě ďđčěĺíĺíč˙ âűńîęîŕâňîěŕňčçčđîâŕííűő ěĺňîäîâ ďđîĺęňčđîâŕíč˙ č ďđîčçâîäńňâŕ.  âűńřĺé ńňĺďĺíč äŕííűěč ęŕ÷ĺńňâŕěč îáëŕäŕţň ŔŇ. Âîçěîćíîńňč äŕííűő ňĺőíîëîăčé äŕţň âńĺ îńíîâŕíč˙ đŕńńěŕňđčâŕňü čő äë˙ ďđîčçâîäńňâŕ ŇÓ. Ńîâđĺěĺííîĺ đŕçâčňčĺ ŔŇ ďîçâîë˙ĺň đŕńńěîňđĺňü íîâűĺ, áîëĺĺ ýęîíîěč÷íűĺ č ňĺőíîëîăč÷íűĺ ńďîńîáű ďđîčçâîäńňâŕ ŇÓ äë˙ ĐÝŔ, ŕ ňŕęćĺ óâĺëč÷čňü čő ýôôĺęňčâíîńňü çŕ ń÷ĺň îňńóňńňâč˙ îăđŕíč÷ĺíčé â ńčíňĺçĺ ăĺîěĺňđč÷ĺńęč ńëîćíűő čçäĺëčé.  ńâ˙çč ń ÷ĺě, öĺëüţ äŕííîé đŕáîňű ˙âë˙ĺňń˙ đŕçđŕáîňęŕ ěĺňîäč÷ĺńęčő îńíîâ ŕâňîěŕňčçčđîâŕííîăî ďđîĺęňčđîâŕíč˙ ŇÓ äë˙ ĐÝŔ ďđč ďđîčçâîäńňâĺ ěĺňîäŕěč ŔŇ.
Îďđĺäĺëĺíčĺ îńíîâíűő ýňŕďîâ ďđîčçâîäńňâŕ ŇÓ ěĺňîäîě ŔŇ
AŇ âęëţ÷ŕĺň â ńĺá˙ đ˙ä ýňŕďîâ, îň âčđňóŕëüíîăî îďčńŕíč˙ čçäĺëč˙ ę ęîíĺ÷íîěó ôčçč÷ĺńęîěó ôîđěčđîâŕíčţ. Íčćĺ îďčńŕíű âîçěîćíűĺ ńĺěü îńíîâíűő ýňŕďîâ ŔŇ äë˙ ďđîčçâîäńňâŕ ŇÓ [2, ń.18-30; 8, ń.43-45; 9, ń.604-606; 12, ń.8-12].
Ďĺđâűé ýňŕď: ŔŇ íŕ÷číŕĺňń˙ ń đŕçđŕáîňęč ăĺîěĺňđč÷ĺńęîé ěîäĺëč, ęîňîđŕ˙ ďîëíîńňüţ îďčńűâŕĺň ôîđěó ŇÓ. Ÿ ěîćíî ďîëó÷čňü ďđŕęňč÷ĺńęč ďđč ďîěîůč ëţáîăî ďđîôĺńńčîíŕëüíîăî CAD-ěîäĺëčđîâŕíč˙, âŕćíî ÷ňîáű ěîäĺëü áűëŕ ňđĺőěĺđíîé č ńďëîříîé.
Âňîđîé ýňŕď: Ďđĺîáđŕçîâŕíčĺ ěîäĺëč â STL ôîđěŕň - ďî÷ňč ęŕćäűé 3D-ďđčíňĺđ ďđčíčěŕĺň ôîđěŕň ôŕéëŕ STL, č ďî÷ňč ęŕćäŕ˙ ńčńňĺěŕ ŕâňîěŕňčçčđîâŕííîăî ďđîĺęňčđîâŕíč˙ ŃŔĎĐ ěîćĺň âűâîäčňü ňŕęîé ôîđěŕň ôŕéëŕ. Ýňîň ôŕéë îďčńűâŕĺň âíĺříčĺ çŕęđűňűĺ ďîâĺđőíîńňč čńőîäíîé ěîäĺëč č ôîđěčđóĺň áŕçčń äë˙ âű÷čńëĺíč˙ ńđĺçîâ.
Ňđĺňčé ýňŕď: Ďĺđĺäŕ÷ŕ STL ôŕéëŕ íŕ 3D-ďđčíňĺđ. Ôŕéë STL, îďčńűâŕţůčé ŇÓ, äîëćĺí áűňü ďĺđĺíĺńĺí íŕ AŇ-ěŕřčíó. Çäĺńü ďđîâîä˙ňń˙ íĺęîňîđűĺ îáůčĺ ěŕíčďóë˙öčč ń ôŕéëîě, óňî÷íĺíčĺ âĺđíîńňč đŕçěĺđŕ, ďîëîćĺíč˙ č îđčĺíňŕöčč.
×ĺňâ¸đňűé ýňŕď: Íŕńňđîéęŕ 3D-ďđčíňĺđŕ - ďĺđĺä íŕ÷ŕëîě ďđîöĺńńŕ ńîçäŕíč˙ čçäĺëč˙ äîëćíŕ áűňü ďđŕâčëüíî íŕńňđîĺíŕ ńčńňĺěŕ ďĺ÷ŕňč. Ę ĺ¸ îńíîâíűě íŕńňđîéęŕě îňíîń˙ňń˙ ďŕđŕěĺňđű ďîńňđîĺíč˙: ěŕňĺđčŕëüíűĺ îăđŕíč÷ĺíč˙, čńňî÷íčę ýíĺđăčč, ňîëůčíŕ ńëî˙, âđĺě˙ ďđîäîëćčňĺëüíîńňč îďĺđŕöčé č ň.ä.
Ď˙ňűé ýňŕď: Ďîńňđîĺíčĺ čçäĺëč˙ - ýňî â îńíîâíîě ŕâňîěŕňčçčđîâŕííűé ďđîöĺńń. Íĺîáőîäčěî ęîíňđîëčđîâŕňü íŕëč÷čĺ ěŕňĺđčŕëŕ, ýëĺęňđîďčňŕíč˙ čëč ďđîăđŕěěíűĺ ńáîč.
Řĺńňîé ýňŕď: Čçú˙ňčĺ čçäĺëč˙ čç 3D-ďđčíňĺđŕ - ďîńëĺ ňîăî, ęŕę 3D-ďđčíňĺđ çŕâĺđřčë ńčíňĺç, íĺîáőîäčěî čçú˙ňü ŇÓ.
Ńĺäüěîé ýňŕď: Ďîńňîáđŕáîňęŕ çŕăîňîâęč ďîńëĺ ńí˙ňč˙ čçäĺëč˙ ń ěŕřčíű ěîćĺň ďîňđĺáîâŕňüń˙ ĺăî äîďîëíčňĺëüíŕ˙ îáđŕáîňęŕ.
Đŕçđŕáîňęŕ îáůĺé ęëŕńńčôčęŕöčč íŕâčńŕţůčő ďîâĺđőíîńňĺé
Ńóůĺńňâĺííűě îăđŕíč÷ĺíčĺě đîńňŕ ďđčěĺíĺíč˙ ŔŇ äë˙ ďđîčçâîäńňâŕ ŇÓ ˙âë˙ĺňń˙ âîďđîń îáĺńďĺ÷ĺíč˙ çŕäŕííîé ňî÷íîńňč č ďđî÷íîńňč čçäĺëčé. Äŕííűĺ âîďđîńű đĺřŕĺň îďĺđŕňîđ-ňĺőíîëîă, ęîňîđűé çŕäŕĺň ďŕđŕěĺňđű óńňŕíîâęč č îďňčěčçčđóĺň ěîäĺëü äë˙ ĺĺ âűđŕůčâŕíč˙. Îńíîâíűě číńňđóěĺíňîě äë˙ äîńňčćĺíč˙ íĺîáőîäčěűő ęđčňĺđčĺâ, îáĺńďĺ÷čâŕţůčő óęŕçŕííűĺ ďŕđŕěĺňđű, ˙âë˙ĺňń˙ îďňčěčçŕöč˙ ďîääĺđćĺę ýëĺěĺíňîâ ńčíňĺçčđóĺěîăî ŇÓ îáĺńďĺ÷čâŕţůčő îďîđó ĺăî íŕâčńŕţůčő ďîâĺđőíîńňĺé (ÍĎ) íŕä ďëŕňôîđěîé ďîńňđîĺíč˙ [13, ń.19]. Ďîääĺđćęč â îńíîâíîě ńďĺęŕţňń˙ čç ňîăî ćĺ ěŕňĺđčŕëŕ, ÷ňî č îńíîâíîĺ čçäĺëčĺ č ďđĺäńňŕâë˙ţň ńîáîé ňđóá÷ŕňűĺ č ńĺň÷ŕňűĺ ýëĺěĺíňű, ńîĺäčí˙ţůčĺ ďëŕňôîđěó ń íŕđóćíîé ńňĺíęîé čçäĺëč˙, ňĺě ńŕěűě îáĺńďĺ÷čâŕ˙ ńäĺđćčâŕíčĺ äĺôîđěŕöčé č ćĺńňęîĺ ôčęńčđîâŕíčĺ čçäĺëč˙ â çŕäŕííîé îáëŕńňč.
Ďîńňđîĺíčĺ ďîääĺđćĺę ďđĺäńňŕâë˙ĺň ńîáîé ńëîćíóţ ěíîăîęđčňĺđčŕëüíóţ çŕäŕ÷ó. Ęîëč÷ĺńňâĺííîé îöĺíęîé ďîääĺđćęč ęîíęđĺňíîé äĺňŕëč ˙âë˙ĺňń˙ îáúĺě ěŕňĺđčŕëŕ, íĺîáőîäčěűé äë˙ ĺ¸ âűđŕůčâŕíč˙. Ń îäíîé ńňîđîíű óěĺíüřĺíčĺ îáúĺěŕ ďîääĺđćĺę ńîęđŕůŕĺň âđĺě˙ âűđŕůčâŕíč˙ čçäĺëč˙ č ňđĺáóĺň ěĺíüřĺăî ěŕňĺđčŕëŕ, ń äđóăîé ńňîđîíű ńîęđŕůĺíčĺ îáúĺěŕ ěŕňĺđčŕëŕ ďîääĺđćĺę ěîćĺň ďđčâĺńňč ę íĺäîďóńňčěűě âŕđčŕíňŕě ďîçčöčîíčđîâŕíč˙ äĺňŕëč â ęŕěĺđĺ. Äë˙ đŕáîňű ďî ěîäĺëčđîâŕíčţ ďîääĺđćčâŕţůčő ńňđóęňóđ číćĺíĺđó-ňĺőíîëîăó ďîńňî˙ííî ďđčőîäčňń˙ ďđčíčěŕňü đĺřĺíčĺ, îńíîâŕííîĺ íŕ ęîěďđîěčńńŕő. Ń îäíîé ńňîđîíű, ňđĺáóĺňń˙ îáĺńďĺ÷čňü ňđĺáóĺěűĺ ňĺőíč÷ĺńęčě çŕäŕíčĺě őŕđŕęňĺđčńňčęč ďî ňî÷íîńňč č ďđî÷íîńňč, ń äđóăîé îáĺńďĺ÷čňü ňĺőíîëîăč÷íîńňü äë˙ ďîńëĺäóţůĺăî óäŕëĺíč˙ ďîääĺđćĺę č îáđŕáîňęč çŕăîňîâęč. Äë˙ âűďîëíĺíč˙ âńĺő ýňčő çŕäŕ÷ ó îďĺđŕňîđŕ č ňĺőíîëîăŕ ĺńňü íŕáîđ ŕâňîěŕňč÷ĺńęčő ěĺňîäîâ ďîńňđîĺíč˙, ŕ äë˙ îńîáî ńëîćíűő ěîäĺëĺé đĺćčě đó÷íîăî ďîńňđîĺíč˙. Ńóůĺńňâóţň ńňŕíäŕđňíűĺ ďîäőîäű, íî â ńčëó óíčęŕëüíîńňč ęŕćäîé äĺňŕëč, îíč íĺ ˙âë˙ţňń˙ óíčâĺđńŕëüíűěč.
 đŕáîňŕő, ďîńâ˙ůĺííűő ŔŇ, â ÷ŕńňíîńňč îďňčěčçŕöčč ďîääĺđćĺę [10, ń.162-165; 11, ń.157-182; 13, ń.158-165; 14, ń.117-152] îňńóňńňâóĺň ÷¸ňęîĺ ďđĺäńňŕâëĺíč˙ î îńîáĺííîńň˙ő ÍĎ, âűđŕćĺííîĺ â đŕçëč÷íîé ňĺđěčíîëîăčč č îňńóňńňâčč čő ęëŕńńčôčęŕöčč. Äë˙ ńîçäŕíč˙ îáúĺęňčâíîé ęëŕńńčôčęŕöčč ÍĎ áűëč ďđîŕíŕëčçčđîâŕíű čő őŕđŕęňĺđíűĺ ăĺîěĺňđč÷ĺńęčĺ îńîáĺííîńňč (ďëîůŕäü, řčđčíŕ, äëčíŕ, âűńîňŕ, đŕäčóń ńęđóăëĺíč˙, óăîë íŕęëîííŕ ę ďëŕňôîđěĺ ďîńňđîĺíč˙ č ň.ä.) íŕ îńíîâĺ ÷ĺăî âűäĺëĺíű äâĺíŕäöŕňü ęëŕńńîâ ďî ńëĺäóţůčě ďđčçíŕęŕě:
- ďî őŕđŕęňĺđó ďîâĺđőíîńňč (đčń. 1);
- ďî îňíîřĺíčţ äëčíű ę âűńîňĺ îńíîâŕíč˙ (đčń. 2);
- ďî řčđčíĺ (đčń. 3);
- ďî óăëó íŕęëîíŕ ę ďëŕňôîđěĺ (đčń. 4);
- ďî ęđčâčçíĺ (đčń. 5);
- ďî ęîíńňđóęňčâíűě îńîáĺííîńň˙ě, ăäĺ R đŕäčóń âîăíóňîé/âűďóęëîé ďîâĺđőíîńňč (đčń. 6).
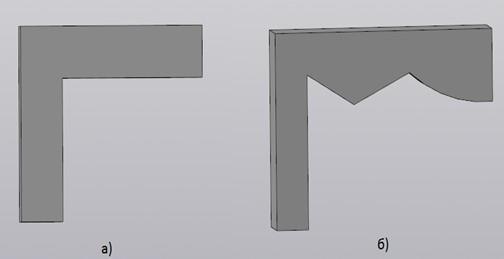
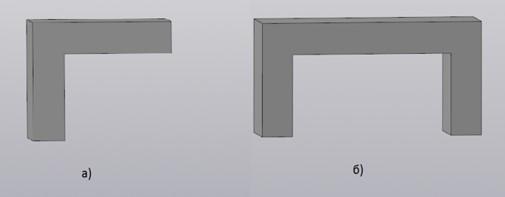
Đčń. 1 Âčäű ÍĎ ďî ńëîćíîńňč: ŕ) ďđîńňîé; á) ńëîćíűé
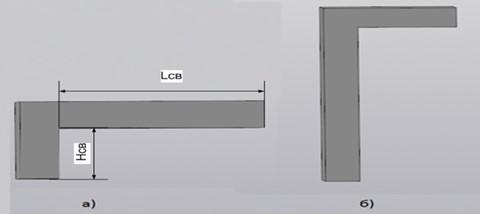
Đčń. 2 Ďî îňíîřĺíčţ äëčíű ę âűńîňĺ ÍĎ: ŕ) äëčííűé  ;á) ęîđîňęčé ;á) ęîđîňęčé 
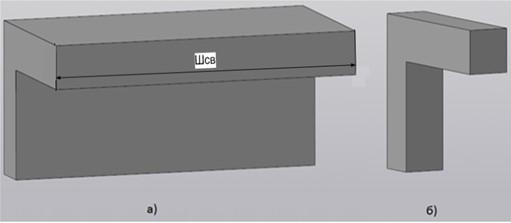
Đčń. 3 Âčäű ÍĎ ďî řčđčíĺ: ŕ) řčđîęčé ; ;
á) óçęčé 
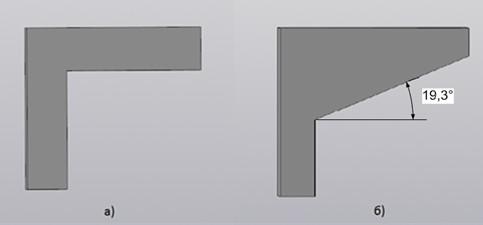
Đčń. 4 Âčäű ÍĎ ďî óăëó íŕęëîíŕ ę ďëŕňôîđěĺ: ŕ) ďŕđŕëëĺëüíűé;
á) óăëîâîé
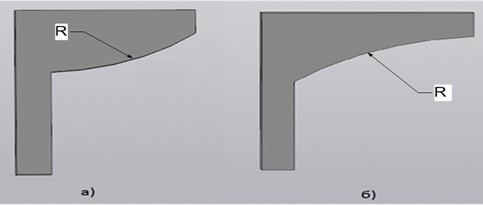
Đčń. 5 Ęđóăîâűĺ âčäű ÍĎ: ŕ) âűďóęëűé; á) âîăíóňűé
Đčń. 6 Âčäű ÍĎ ďî ęîíńňđóęňčâíűě îńîáĺííîńň˙ě: ŕ) íŕđóćíŕ˙;
á) âíóňđĺíí˙˙
Ěĺňîäčęŕ âűáîđŕ îđčĺíňŕöčč äĺňŕëč îńíîâŕííŕ˙ íŕ ěčíčěčçŕöčč îáú¸ěŕ ďîääĺđćĺę
Ńîăëŕńíî ďđîâĺäĺííűě čńńëĺäîâŕíč˙ě, ńôîđěčđîâŕíű äâŕ îńíîâíűő ďđčíöčďŕ ďîńňđîĺíč˙ ďîääĺđćĺę č ďđîďčńŕíű ęŕę ďđŕâčëŕ [10, ń.162-165; 11, ń.32, 157-173; 13, ń.158-165; 14, ń.117-152]:
- óăëîâűĺ ÍĎ, ĺńëč îíč ńďđîĺęňčđîâŕíű c óăëîě íŕęëîíŕ áîëĺĺ 45 ăđŕäóńîâ č ďîńňđîĺíű ěĺňîäŕěč đŕńďëŕâëĺíčĺ ěĺňŕëëŕ â çŕđŕíĺĺ ńôîđěčđîâŕííîě ńëîĺ (SLS, SLM, DMLS č ďđ.), ňî îíč ˙âë˙ţňń˙ ńŕěîíĺńóůčěč;
- ęđóăîâűĺ ÍĎ, ĺńëč îíč ńďđîĺęňčđîâŕíű â äčŕďŕçîíĺ ęŕńŕňĺëüíűő óăëîâ îň 28 äî 40 ăđŕäóńîâ, ńîîňâĺňńňâóţůĺ ďîäîáđŕíű đŕäčóńű ďîäđĺçŕíč˙, č ďîńňđîĺííűĺ ěĺňîäŕěč đŕńďëŕâëĺíčĺ ěĺňŕëëŕ â çŕđŕíĺĺ ńôîđěčđîâŕííîě ńëîĺ (SLS, SLM, DMLS č ďđ.), ňî îíč ˙âë˙ţňń˙ ńŕěîíĺńóůčěč;
- îďđĺäĺëĺíčĺ îáëŕńňč ďîńňđîĺíč˙ ďîääĺđćęč çŕęëţ÷ŕĺňń˙ â îďđĺäĺëĺíčč ó÷ŕńňęîâ ÍĎ, ó ęîňîđűő íîđěŕëč îáđŕçóţň ń âĺęňîđîě íŕďđŕâëĺííűě âĺđňčęŕëüíî âíčç óăîë ěĺíüřĺ çŕäŕííîăî (đčń.7).
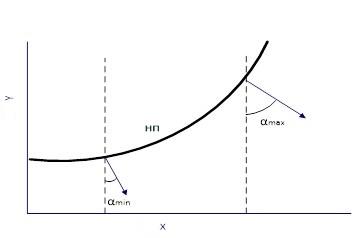
Đčń. 7 Îďđĺäĺëĺíč˙ ňî÷ĺę ďîääĺđćęč
ăäĺ αmax ěŕęńčěŕëüíîĺ çíŕ÷ĺíčĺ óăëŕ, ďđč ęîňîđîě ńňđîčňń˙ ďîääĺđćęŕ
 äîďîëíĺíčĺ ę ęđčňĺđč˙ě, îďčńŕííűő âűřĺ, ńóůĺńňâóţň ěíîăčĺ ôŕęňîđű, ęîňîđűĺ íĺîáőîäčěî ó÷čňűâŕňü ďđč ďîčńęĺ îďňčěŕëüíîé îđčĺíňŕöčč çŕăîňîâęč ŇÓ:
- óâĺëč÷čňü ęîëč÷ĺńňâî ďĺđďĺíäčęóë˙đíűő ďîâĺđőíîńňĺé;
- óâĺëč÷čňü ęîëč÷ĺńňâî ăîđčçîíňŕëüíűő ďîâĺđőíîńňĺé, îáđŕůĺííűő ââĺđő;
- ěŕęńčěčçčđîâŕňü ęîëč÷ĺńňâî îňâĺđńňčé ń îń˙ěč ďĺđďĺíäčęóë˙đíűő ďëîńęîńňč ďĺ÷ŕňč;
- ěŕęńčěčçčđîâŕňü ďëîůŕäü ďîâĺđőíîńňč îńíîâŕíč˙;
- ěčíčěčçčđîâŕňü ęîëč÷ĺńňâî íŕęëîííűő ďîâĺđőíîńňĺé;
- ěčíčěčçčđîâŕňü îáůóţ ďëîůŕäü íŕâčńŕţůčő ďîâĺđőíîńňĺé;
- ěčíčěčçčđîâŕňü âűńîňó ďîääĺđćĺę.
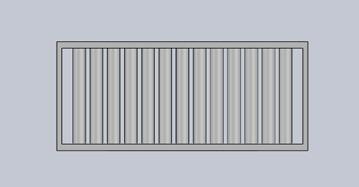
Äë˙ ŇÓ ňčďŕ ňĺđěîďëŕňŕ, ďđčěĺđ ěîäĺëč íŕ đčńóíęĺ 8, ó÷ĺńňü âńĺ äŕííűĺ ňđĺáîâŕíč˙ çŕňđóäíčňĺëüíî, ďîýňîěó đóęîâîäńňâóţňń˙ ďđŕâčëîě, ó÷čňűâŕţůčě ěŕęńčěóě ęđčňĺđčĺâ. Čç âńĺő ďĺđĺ÷čńëĺííűő ňđĺáîâŕíčé íŕčáîëĺĺ óíčâĺđńŕëüíűě ňđĺáîâŕíčĺě ˙âë˙ĺňń˙ ěčíčěčçŕöč˙ îáú¸ěŕ ďîääĺđćĺę.
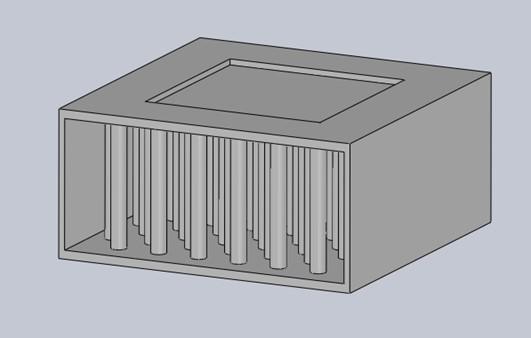
Đčń. 8 Ěîäĺëč ňĺđěîďëŕňű
Čç ěĺőŕíčęč čçâĺńňíî, ÷ňî ęŕćäîĺ ńâîáîäíîĺ ňâĺđäîĺ ňĺëî čěĺĺň řĺńňü ńňĺďĺíĺé ńâîáîäű îňíîńčňĺëüíî ńčńňĺěű ęîîđäčíŕň X, Y, Z. Îíî ěîćĺň ďĺđĺěĺůŕňüń˙ ďŕđŕëëĺëüíî ňđĺě âçŕčěíî ďĺđďĺíäčęóë˙đíűě ęîîđäčíŕňíűě îń˙ě č âđŕůŕňüń˙ âîęđóă ęŕćäîé čç íčő.
Ňŕęčě îáđŕçîě, äë˙ îďđĺäĺëĺíč˙ ďîëîćĺíč˙ äĺňŕëč â ęŕěĺđĺ 3D-ďđčíňĺđŕ íĺîáőîäčěî č äîńňŕňî÷íî čěĺňü řĺńňü îďîđíűő ňî÷ĺę «Ďđŕâčëî řĺńňč ňî÷ĺę». Ýňî ďđŕâčëî řčđîęî čńďîëüçóţň ďđč ęîíńňđóčđîâŕíčč čçäĺëčé, ăäĺ âîçíčęŕţň çŕäŕ÷č ńîĺäčíĺíč˙ ňđĺáóĺěîé ňî÷íîńňüţ äâóő čëč áîëüřĺăî ęîëč÷ĺńňâŕ äĺňŕëĺé. Íŕďđčěĺđ: ďđč ńáîđęĺ č đĺăóëčđîâęĺ ěŕřčíű č ĺĺ ěĺőŕíčçěîâ, ďđč îáđŕáîňęĺ äĺňŕëĺé íŕ đŕçëč÷íűő ňĺőíîëîăč÷ĺńęčő îďĺđŕöč˙ő, ęîăäŕ äĺňŕëü íĺîáőîäčěî óńňŕíîâčňü č çŕęđĺďčňü ń çŕäŕííîé ňî÷íîńňüţ íŕ ńňîëĺ ńňŕíęŕ čëč â ďđčńďîńîáëĺíčč.
 îáůĺě ńëó÷ŕĺ, ďđčäŕíčĺ čçäĺëčţ ňđĺáóĺěîăî ďîëîćĺíč˙ îňíîńčňĺëüíî âűáđŕííîé ńčńňĺěű ęîîđäčíŕň íŕçűâŕţň áŕçčđîâŕíčĺě. Ďđč îáđŕáîňęĺ çŕăîňîâîę íŕ ńňŕíęŕő ďîä áŕçčđîâŕíčĺě ďîíčěŕĺňń˙ ďđčäŕíčĺ čě ňđĺáóĺěîăî ďîëîćĺíč˙ îňíîńčňĺëüíî ýëĺěĺíňîâ ńňŕíęŕ čëč îáđŕáŕňűâŕţůĺăî číńňđóěĺíňŕ.
Äë˙ đŕçđŕáîňęč ěĺňîäčęč ŕâňîěŕňčçŕöčč âűáîđŕ áŕçčđîâŕíč˙ â ŔŇ ăĺîěĺňđč÷ĺńęč ńëîćíűő äĺňŕëĺé ń ó÷ĺňîě ňđĺáîâŕíčé áóäĺě ń÷čňŕňü, ÷ňî ďđč îđčĺíňŕöčč âĺńü îáú¸ě ďîä ÍĎ äî ďëŕňôîđěű áóäĺň çŕďîëíĺí ďîääĺđćęŕěč.  ňŕęîě ńëó÷ŕĺ íóćíî ńđŕâíčňü ěŕęńčěŕëüíűĺ îáú¸ěű ďîääĺđćĺę ďđč đŕçíűő îđčĺíňŕöč˙ő. Ďđčáëčćĺííűé đŕń÷ĺň îáúĺěŕ ďîääĺđćĺę ěîćíî ďđîâĺńňč ďóňĺě óěíîćĺíč˙ âűńîňű ÍĎ íŕ ĺ¸ ďëîůŕäü.
Ń öĺëüţ óďđîůĺíč˙ đŕń÷ĺňŕ îáú¸ěŕ ďîääĺđćĺę ěîćíî čńďîëüçîâŕňü ďđîĺęöčč äĺňŕëč ďđč 6 áŕçîâűő ďîëîćĺíč˙ő (đčń. 9-11). Ďđč ýňîě ńîăëŕńíî ňĺîđĺěĺ Ôŕëĺńŕ, âűńîňŕ äë˙ óăëîâűő č ęđóăîâűő ÍĎ ěĺđ˙ĺňń˙ čç ńĺđĺäčíű ńîîňâĺňńňâóţůčő îňđĺçęîâ íŕ ďđîĺęöčč.
Đčń. 9 Ďĺđâŕ˙ áŕçŕ
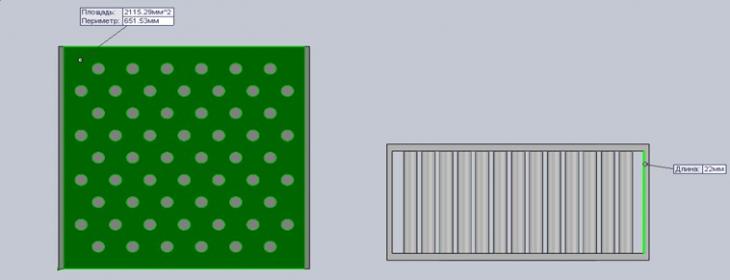
Đčń. 10 Ŕâňîěŕňč÷ĺńęčé đŕń÷ĺň ďëîůŕäč ďđîĺęöčč č âűńîňű ÍĎ â SolidWorks äë˙ áŕçű ą1
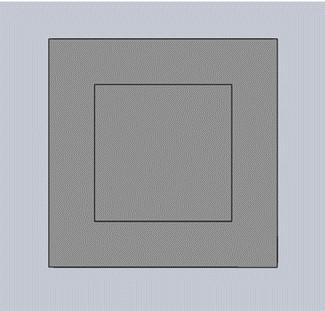
Đčń. 11 Âňîđŕ˙ áŕçŕ
 îáůĺě ńëó÷ŕĺ ďđîöĺńń âűáîđŕ âŕđčŕíňŕ áŕçčđîâŕíč˙ äĺňŕëč íŕ îńíîâŕíčč îáúĺěîâ ďîääĺđćĺę ńîńňîčň čç ńëĺäóţůčő ýňŕďîâ:
1. âűáîđŕ řĺńňč áŕçîâűő ďîëîćĺíčé;
2. đŕń÷ĺň ďëîůŕäč č âűńîňű ÍĎ äë˙ ęŕćäîé áŕçű;
3. đŕń÷ĺň îáú¸ěŕ ďîääĺđćĺę äë˙ ęŕćäîé áŕçű;
4. ńđŕâíĺíčĺ ďîëó÷ĺííűő äŕííűő.
Ńîîňâĺňńňâĺííî, ďđîöĺńń ďđîčçâîäńňâŕ ňĺđěîďëŕň ń ďđčěĺíĺíčĺě ŔŇ ěîćíî ďđĺäńňŕâčňü â âčäĺ ńőĺěű čçîáđŕćĺííîé íŕ đčń. 12.
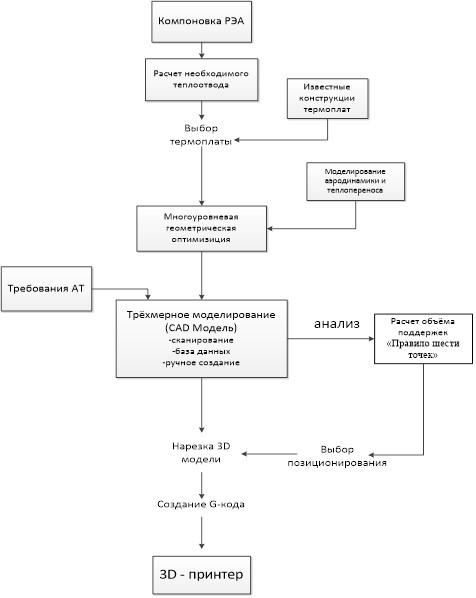
Đčń. 12 Ńőĺěŕ ďđîčçâîäńňâŕ ňĺđěîďëŕň ěĺňîäŕěč ŔŇ
Çŕęëţ÷ĺíčĺ
Ďîâűřĺíčĺ ęŕ÷ĺńňâŕ ďđîĺęňíűő đŕáîň ďđč ďđîčçâîäńňâĺ ŇÓ äë˙ ĐÝŔ âîçěîćíî çŕ ń÷¸ň íŕőîćäĺíč˙ îďňčěŕëüíűő ďđîĺęňíűő đĺřĺíčé, îáĺńďĺ÷čâŕţůčő ňđĺáóĺěűé óđîâĺíü íŕäĺćíîńňč ďđč ěčíčěčçŕöčč çŕňđŕň. Äŕííűě ňđĺáîâŕíč˙ě îňâĺ÷ŕţň đŕçâčâŕţůčĺń˙ ŔŇ, ďîçâîë˙ţůčĺ đŕńńěîňđĺňü íîâűĺ, áîëĺĺ ýęîíîěč÷íűĺ č ňĺőíîëîăč÷íűĺ ńďîńîáű ďđîčçâîäńňâŕ ŇÓ, ŕ ňŕęćĺ óâĺëč÷čňü čő ýôôĺęňčâíîńňü çŕ ń÷ĺň řčđîęčő âîçěîćíîńňĺé â âŕđčŕöč˙ő ń ăĺîěĺňđčĺé čçäĺëč˙.
Çíŕ÷čňĺëüíóţ äîëţ ďđîöĺńńŕ ďđîčçâîäńňâŕ çŕíčěŕĺň ăĺîěĺňđč÷ĺńęîĺ ěîäĺëčđîâŕíčĺ ďđč ďîěîůč ńîâđĺěĺííűő CŔĎĐ. Ę ňîěó ćĺ, äŕííŕ˙ ÷ŕńňü ďđîĺęňčđîâŕíč˙ ˙âë˙ĺňń˙ ńŕěîé îňâĺňńňâĺííîé çŕ ęŕ÷ĺńňâî ęîíĺ÷íîăî čçäĺëč˙.
Îňńóňńňâčĺ ňĺîđčč ŕâňîěŕňčçŕöčč ăĺîěĺňđč÷ĺńęčő ďîńňđîĺíčé ń ó÷¸ňîě ńďĺöčôčęč ěĺňîäŕ ŔŇ, ńóůĺńňâĺííî îăđŕíč÷čâŕĺň ĺăî ŕäŕďňŕöčţ â ďđîčçâîäńňâĺ ŇÓ äë˙ ĐÝŔ. Ďîýňîěó öĺíňđîě âíčěŕíč˙ čńńëĺäîâŕíčé ˙âë˙ĺňń˙ đŕçđŕáîňęŕ ěĺňîäč÷ĺńęîăî ŕďďŕđŕňŕ ŕâňîěŕňčçŕöčč ďđîĺęňčđîâŕíč˙ ăĺîěĺňđč÷ĺńęîé ôîđěű ŇÓ ń ďđčěĺíĺíčĺě ŔŇ, îńíîâűâŕţůĺăîń˙ íŕ ęëŕńńčôčęŕöčč ÍĎ ďî ăĺîěĺňđč÷ĺńęčě ďđčçíŕęŕě č ěĺňîäĺ áŕçčđîâŕíč˙ čçäĺëč˙ íŕďđŕâëĺííîăî íŕ ěčíčěčçŕöčţ îáú¸ěŕ ďîääĺđćĺę. Ýňî ďîçâîëčň ńîçäŕâŕňü ŕëăîđčňěű, ęîňîđűĺ â ńâîţ î÷ĺđĺäü ěîćíî ăđóďďčđîâŕňü č ďĺđĺâîäčňü â ňĺőíîëîăč÷ĺńęčĺ đĺăëŕěĺíňű äë˙ ńďĺöčŕëčńňîâ ďî ďîäăîňîâęĺ ę ďđîčçâîäńňâó ńëîćíűő čçäĺëčé, ęŕę íŕ îďűňíîě, ňŕę č íŕ ńĺđčéíîě ďđîčçâîäńňâĺ.
References
1. Bobtsova, S.V. Issledovanie i razrabotka metodov ispol'zovaniya tekhnologii bystrogo prototipirovaniya v priborostroenii: dis. ... kand. tekh. nauk: 05.11.14 / Bobtsova Svetlana Vladimirovna. – SPb., 2005. – 124 s. : il.
2. Zlenko, M.A. Additivnye tekhnologii v mashinostroenii [Tekst]: posobie dlya inzhenerov / M.A. Zlenko, M.V. Nagaitsev, V.M. Dovbysh. – M.: GNTs RF FGUP «NAMI», 2015. – 218 s.
3. Kodolov, V.I. Klasternye sistemy i tekhnologii bystrogo modelirovaniya i prototipirovaniya / V.I. Kodolov, A.M. Lipanov // Klasternye sistemy i materialy. Novye vysokie tekhnologii bystrogo modelirovaniya i prototipirovaniya [Tekst]: sb. tr. po materialam nauch. molodezh. shk. / M-vo obshch. i prof. obrazovaniya RF i dr.; redkol.: A. M. Lipanov i dr. – Izhevsk: Izd-vo In-ta prikladnoi mekhaniki UrO RAN, 1997. – 317 s.: il. – S. 3–15.
4. Manilenko, I.N. Razrabotka metodiki proektirovaniya rebristo-plastinchatykh radiatorov radioelektronnykh ustroistv: dis. ... kand. tekh. nauk : 05.12.04 / Manilenko Ivan Nikolaevich; [Mesto zashchity: Vladimir. gos. un-t im. Aleksandra Grigor'evicha i Nikolaya Grigor'evicha Stoletovykh]. – Vladimir, 2012. – 123 s.: il.
5. Makhmudova, M.M. Sistemy okhlazhdeniya elementov radioelektronnoi apparatury, rabotayushchikh v rezhime povtorno-kratkovremennykh teplovydelenii: dis. ... kand. tekh. nauk: 05.04.03 / Makhmudova Mar'yam Magomedovna; [Mesto zashchity: Dagestan. gos. tekhn. un-t]. – Makhachkala, 2008. – 162 s.: il.
6. Rotkop, L.L. Obespechenie teplovykh rezhimov pri konstruirovanii radioelektronnoi apparatury [Tekst] / L.L. Rotkop, Yu.E. Spokoinyi. – M.: Sov. radio, 1976. – 230 s.: il.
7. ASTM D3123-09(2017): Standard test method for spiral flow of low-pressure thermosetting moulding compounds.– West Conshohocken: ASTM International, 2017. – 4 p.
8. Chua, C.K. Facial prosthetic model fabrication using rapid prototyping tools / C.K. Chua, S.M. Chou, S.C. Lin, S.T. Lee & C.A. Saw // Integrated Manufacturing Systems. – 2000. – Vol. 11. – No. 1. – P. 42–53.
9. Chua, C.K. Rapid tooling technology. Part 1: A comparative study / C.K. Chua, K.H. Hong & S.L. Ho // International Journal of Advanced Manufacturing Technology. – 1999. – Vol. 15. – No. 8. – P. 604–608.
10. Jacobs, P.F. Rapid prototyping & manufacturing: Fundamentals of StereoLithography / P.F. Jacobs. – Dearborn : Society of Manufacturing Engineers, 1992. – 434 p.
11. Redwood, B. The 3D printing hand-book: Technologies, desing and applications / B. Redwood, F. Schöffer, B. Garret. – Amsterdam: 3D Hubs B.V., 2017. – 301 p.
12. Software solutions for rapid prototyping / I. Gibson (Ed.). – London: Professional Engineering Publishing, 2002. – 380 p.
13. Venuvinodand, P.K. Rapid prototyping : Laser-based and other technologies / P.K. Venuvinodand, M. Weiyin. – New York: Springer US, 2004. – XVIII, 390 p.
14. Zeng, K. Optimization of support structures for selective laser melting: Dis. … Ph.D. in Industrial Engineering / Kai Zeng. – Louisville: University of Louisville, 2015. – 201 p.
| 







